




Caratteristiche del materiale
Realizzato in rame di elevata-purezza (come rame, argento-lega di rame), grazie alla sua elevata conduttività termica e all'elevata-resistenza alle temperature, può trasferire rapidamente il calore. La parete interna è spesso placcata con leghe a base di cromo o nichel-per migliorare la resistenza all'usura, alla corrosione e per impedire il contatto diretto tra rame e acciaio con conseguente adesione.
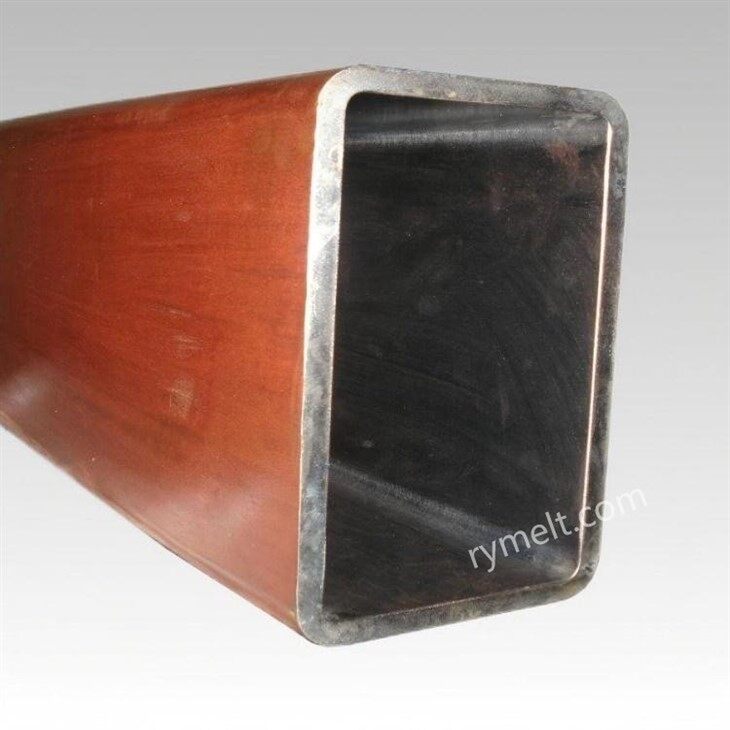
Progettazione strutturale
Design conico: il lume interno del tubo di rame è solitamente progettato come un cono rovesciato per compensare il restringimento della billetta colata durante la solidificazione, ridurre il traferro e migliorare l'efficienza di raffreddamento.
Canale dell'acqua di raffreddamento: la parete esterna è dotata di scanalatura a spirale o scanalatura diritta per eliminare il calore attraverso il flusso d'acqua ad alta-velocità e garantire un raffreddamento uniforme.
Scenario applicativo
Utilizzato principalmente in billette, billette, bramme e altri processi di colata continua, che influiscono direttamente sulla qualità della superficie e sulla struttura interna della billetta colata.
Problemi e sfide comuni
Usura e graffi: l'attrito tra la billetta e la parete interna del tubo di rame provoca usura e l'integrità della placcatura deve essere controllata regolarmente.
Deformazione termica: la deformazione può verificarsi a temperature elevate a lungo termine, influenzando la precisione dimensionale della billetta.
Sbucciatura della placcatura: la sbucciatura della placcatura accelera la corrosione e riduce la durata dei tubi di rame.
Intasamento del calcare: le impurità dell'acqua di raffreddamento si depositano nei canali, riducendo l'efficienza del raffreddamento.
Materiale e placcatura
Rame privo di ossigeno (OFHC) ad alta-conduttività-: purezza maggiore o uguale al 99,95%, conduttività termica maggiore o uguale a 380 W / (m-K), resistenza al rammollimento alle alte-temperature, ma la resistenza all'usura è scarsa.
Argento-lega di rame (Cu-Ag): aggiungi 0,08~0,12% di argento, migliora la resistenza alle alte-temperature (aumento del 20% della resistenza a 300 gradi), conduttività termica leggermente inferiore (circa 350 W/(m-K)).
Cromo-zirconio rame (Cu-Cr-Zr): contenente 0,5~1,2% Cr, 0,03~0,3% Zr, entrambi ad alta resistenza (resistenza alla trazione maggiore o uguale a 350MPa) e conducibilità termica (320 W/(m-K)), adatto per colata continua ad alta-velocità di estrazione.
Cromatura della parete interna: spessore di 0,05~0,15 mm, durezza maggiore o uguale a 800 HV, resistente all'ossidazione ad alta temperatura e alla abrasione dell'acciaio.
Placcatura in lega a base di nichel- della parete interna (come Ni-Co o Ni-Fe): spessore di 0,1~0,3 mm, tenacità migliore della cromatura, migliore resistenza alla fatica termica.
Placcatura composita della parete interna: placcatura a doppio-strato di cromo + nichel, tenendo conto della resistenza all'usura e allo shock termico (applicazioni di fascia alta-).
Trattamento di nitrurazione: migliora la durezza superficiale dei tubi di rame per ridurre l'usura iniziale.
Laser cladding: riparazione localizzata delle aree soggette a usura per prolungare la durata.
Parametri di riferimento
Billetta quadrata: lunghezza lato comune 100~300 mm, conicità 0,6~1,2%/m.
Billetta rotonda: diametro 150~400mm, conicità 0,4~0,8%/m.
Lastra: spessore 150~300mm, larghezza 1000~2000mm, conicità 0,8~1,5%/m.
Lunghezza: solitamente 700~1200 mm, determinata in base alla velocità di trafilatura e al tempo di solidificazione.
Cono singolo: cono lineare semplice, adatto per basse velocità di trafilatura o billette di piccola sezione.
Multi-conicità: conicità variabile segmentata (ad esempio doppia conicità, conicità parabolica), che si adatta alla complessità del ritiro da solidificazione e migliora l'uniformità di raffreddamento.
Spessore della parete: 8~20 mm (dipende dalle dimensioni della billetta e dal carico termico).
Profondità della vasca dell'acqua di raffreddamento: 3~6 mm, larghezza della vasca: 4~8 mm.
Portata dell'acqua: 8~15 m/s, pressione dell'acqua: 0,6~1,2MPa.
Produzione di acciaio: durata generale di 3.000~10.000 tonnellate di acciaio (a seconda della qualità della placcatura e delle condizioni di processo).
Usura consentita: usura della placcatura della parete interna È necessario riparare un valore inferiore o uguale a 0,1 mm, è necessario sostituire una deformazione superiore a 0,3 mm.
La nostra azienda ha una ricca esperienza nella produzione e commercializzazione di tubi di rame cristallizzatori, con personale tecnico professionale, in base alle esigenze individuali dei clienti, della produzione e della lavorazione.





