


Struttura di base
Superficie di lavoro: la superficie a diretto contatto con l'acciaio fuso, che richiede lavorazione ad alta-precisione (rugosità Ra inferiore o uguale a 0,8μm) e rivestita con uno strato resistente all'usura-(ad esempio cromatura).
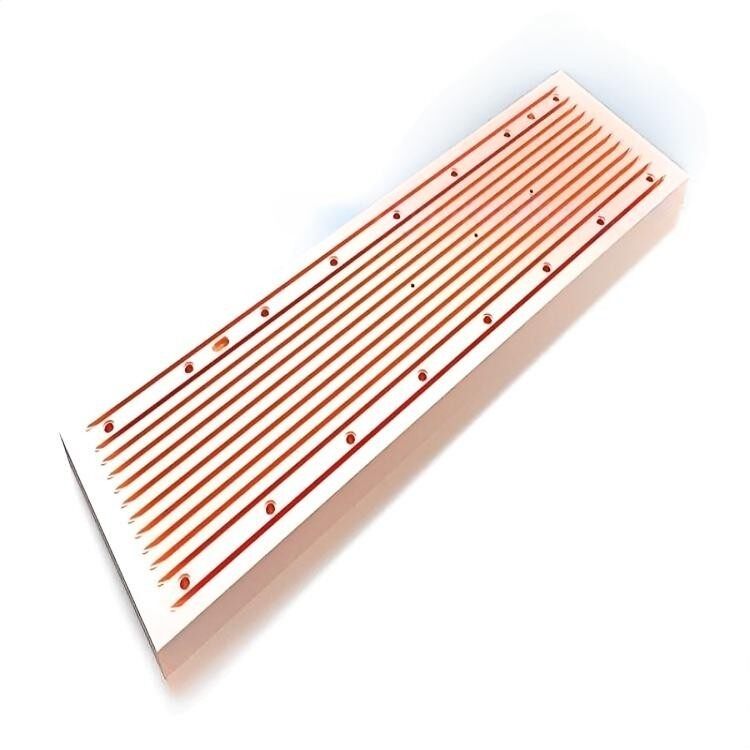
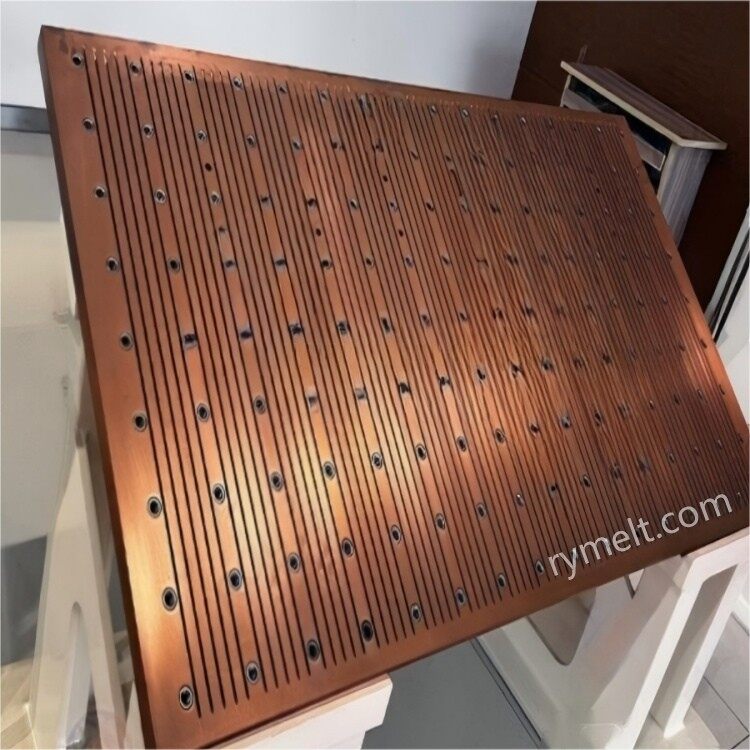
Strato di raffreddamento: canali o scanalature di raffreddamento densi sono progettati sul lato posteriore per dissipare rapidamente il calore grazie al flusso d'acqua ad alta pressione (1,0 ~ 1,5 MPa).
Interfaccia di montaggio: fori per bulloni o scanalature per il collegamento con il telaio del cristallizzatore per garantire un fissaggio stabile della piastra di rame.
Tipo di struttura speciale
Piastra in rame combinata: design con giunzione a blocchi, facile per la sostituzione locale (ad es. piastra in rame a faccia larga-per la colata continua di bramme).
Piastra in rame sagomata: utilizzata nella produzione di acciaio di tipo H-, acciaio per rotaie e altre sezioni complesse di fusione di billette, la forma della cavità interna deve essere abbinata al prodotto finito.
Lastra di rame a nastro sottile: utilizzata per la colata continua a nastro sottile (spessore<10mm), the working surface needs to be polished with ultra-high precision (Ra≤0.4μm).
Tipo di materiale
Rame esente da ossigeno-ad alta-conducibilità Cu Maggiore o uguale al 99,95%, conduttività termica Maggiore o uguale a 380 W/(m-K), adatto per fusione di billette a sezione piccola-a bassa velocità di trafilatura
Lega di cromo-zirconio rame Cu-Cr(0,6%~1,2%)-Zr(0,03%~0,3%), resistenza alla trazione Maggiore o uguale a 350MPa per velocità di trazione elevata, lastre a sezione trasversale-grande
Argento-lega di rame Cu-Ag (0,08% ~ 0,12%), aumento della resistenza alle alte-temperature del 20%, adatto per la colata continua di acciaio alle alte-temperature (come l'acciaio inossidabile)
Placcatura superficiale
Cromatura: durezza 800~1000 HV, resistenza alla temperatura inferiore o uguale a 500 gradi, basso costo ma scarsa resistenza alla fatica termica.
Placcatura in lega di nichel-cobalto (Ni-Co): durezza 500 ~ 600 HV, elevata tenacità, eccellente resistenza al cracking termico.
Placcatura composita: nichelatura dello strato inferiore (0,1 mm) + cromatura dello strato superficiale (0,05 mm), tenendo conto della resistenza all'usura e alla resistenza allo shock termico.
Applicazioni tipiche
Colata continua di lastre: la lunghezza dell'ampia lastra di rame può arrivare fino a 2000 mm, producendo lastre con spessore di 150~300 mm.
Colata continua di billette sagomate: come travi a I-, acciaio a canale, ecc., la forma della cavità interna della piastra di rame deve essere esattamente la stessa della sezione della billetta fusa.
Colata continua di nastri sottili: la superficie di lavoro della piastra di rame deve essere estremamente diritta (inferiore o uguale a 0,05 mm/m), i requisiti di resistenza al raffreddamento sono estremamente elevati.
Problemi comuni
Sfaldamento della placcatura: dovuto principalmente a eccessivo stress termico o insufficiente legame della placcatura, è necessario ottimizzare il processo di placcatura (ad esempio sabbiatura e irruvidimento prima della placcatura).
Raffreddamento non uniforme: principalmente a causa dell'intasamento del calcare o di corsi d'acqua mal progettati, sono necessari un decapaggio regolare dei corsi d'acqua e l'ottimizzazione della distribuzione dei corsi d'acqua.
Deformazione della superficie di lavoro: causata principalmente dallo scorrimento ad alta temperatura a lungo termine o dall'impatto meccanico, è necessario utilizzare materiale in rame cromo-zirconio e controllare la velocità di trafilatura e la temperatura.
Crepe sulla superficie della billetta: causate principalmente dalla mancata corrispondenza della conicità della piastra di rame o da un raffreddamento troppo forte, è necessario regolare la curva della conicità e ridurre l'intensità del raffreddamento locale.
Parametri di riferimento
Spessore: 40~100 mm (superficie di lavoro + strato di raffreddamento)
Spessore della placcatura: cromatura 0,05~0,2 mm; lega a base di nichel-0,1~0,3 mm
Canale di raffreddamento: profondità della fessura 5~10 mm, spaziatura 15~30 mm
Design conico: conicità unilaterale 0,5% ~ 2,0
La nostra azienda ha una ricca esperienza nella produzione e commercializzazione di piastre di rame cristallizzatrici e piastre di supporto, con personale tecnico professionale, in base alle esigenze individuali dei clienti, della produzione e della lavorazione.
I dati dei parametri di cui sopra possono essere utilizzati come riferimento, se hai esigenze specifiche, non esitare a contattarci.





